- A+
所属分类:电泳工艺
- 前处理机组含棚体、贮液槽体、喷淋系统、槽液加热温控系统、除渣系统、排风系统;
- 棚体为整体全封闭式结构,全线棚体板采用SUS304不锈钢板,棚体侧板厚度δ5mm,折弯成形拼装结构。底板厚度δ2.5mm;全满焊结构(只有浸游槽上的隔离棚体采用螺栓联接)。各工艺段间设置防溅门,并合理布置喷嘴位置及角度,防止段间窜液现象。预脱脂、主脱脂加保温层厚度为30MM.外板材料为不锈钢SUS304。
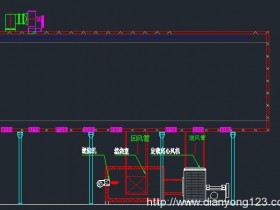
- 输送链置于棚体外部,在棚体顶部设抽气装置,风机采用玻璃钢风机,避免蒸汽外逸,以保护悬链不受侵蚀,使悬链清理维修方便;链条下方电泳槽至烘炉出口设有接油槽,宽度100MM,目的是接住导轨可能掉下的油污和灰尘。
- 贮液槽体材质为SUS304不锈钢板5mm,(电泳槽为δ6MM碳钢板,另述),槽体采用满焊结构,无渗漏现象。每个槽设活动盖,方便清理和维护,过滤网设置要方便易拆. 另设DN50排污管作日常排水用.
- 需加热的槽体外敷50mm厚保温岩棉,外部封板为δ0mmSUS304板;
- 槽液加热方式:预脱脂、主脱脂槽加热元件为SUS304槽内板式换热器,换热效率高,不易结渣。磷化槽采用热水加热(蒸汽通过消音器转换为热水),SUS316槽外板式换热器换热,检修方便。槽液控温采用日本温控仪控制,要确保工作液温度偏差在±3℃范围之内。采用探针式液位计。
- 喷淋段水槽为不锈钢(厚0mm)材质,折板成形。浸游槽骨架为槽钢、角铁等型材制成,喷漆处理。线体喷淋棚体地脚立柱采用型材100X100方管,棚体上的悬链支撑立柱采用5#方通,悬链支撑横梁采用8#槽钢。
- 全线喷淋系统(泵、阀、管路等)材质为SUS304,喷嘴采用台湾长原CT6530—PP快速拆装式喷嘴,喷射角度可调。材质均为增强聚丙烯(PP);喷淋管材质DN32(厚度2mm).预脱脂、主脱脂的喷淋支管为可拆式。前处理的阀门全部采用SUS304扳手对夹式碟阀。
- 喷淋系统采用下行下送方式,使上下喷嘴压力一致,保证清洗效果;
- 电泳主循环、超滤循环泵采用大连深蓝双轴封低转速化工泵,极液循环泵及轴封泵采用杭州南方泵,其余喷淋泵及搅拌循环泵均采用台湾国宝。
- 同药液喷淋工位及各水洗段间采用水流逆补,以节约用水并减少废水排放量;
- 磷化段用高位沉渣槽,可高效沉淀槽液中的磷化渣;过滤及搅拌量合计要达到约4次/小时.磷化设出槽喷淋.配自动硝酸反冲洗装置。
- 风机与棚体的连接处、水泵与槽体的连接处采取减、隔振措施,以减少振动及噪音。使用时按国家标准规定的测试方法整机噪音不超过85dB;
- 前处理脱脂、磷化、电泳各有一条抽风管,风管采用镀锌板,厚度符合国标。汇总后排出室外。炉尾气设一条风管独立排放。
- 线体废水分为磷化废水和电泳后及脱脂废水两部分,按甲方要求排放到地沟,由地沟排放到甲方自备的废水处理站。
本公司专业承接电泳生产线的设计,制造及安装服务,欢迎来电,张先生:15897453787