- A+
过滤系统的设计的必要性:
电泳槽沉淀的危害性
电泳漆的沉淀标志着涂料的不稳定性,沉淀性越大,说明其稳定性就越差,一方面说明了它不是质量好的涂料,另一方面,由于它的沉淀破坏了它原有的浓度分布,从而导致涂膜质量难以得到保证。
电泳漆的沉淀降低了涂料的利用率,从而提高了涂装成本。
在处理沉淀,增加处理费用的同时,沉淀中有害物质(铅,锡和挥发性小的有机溶剂等)的遗弃污染环境,对环境保护是个极大的威胁。
- 影响电泳漆沉淀的因素
- 涂料产品质量
- 选择的前处理工艺(方法)不当或不合理,不完善,从而导致前处理质量满足不了电泳漆的要求,使经前处理后的预涂件仍有污物被带进电泳槽而污染漆液,
- 没有解决好电泳槽及其机械循环搅拌系统的合理设置总是。如:电泳槽的有效容积与搅拌动力匹配问题:循环搅拌管道的直径,喷嘴的数量(密度),安装高度,角度以及搅拌轴下端离槽底部的距离等问题,解决好这些问题都都是保证电泳槽能获得一个足够的流速和充分的循环以及防止出现搅拌死角。如果这些问题得不到解决,电泳槽液的沉淀则是难以避免的。
- 工作阳极以及凡与电泳漆,超滤液,阳极液,纯水接触的所有贮槽,泵,阀,管道等设施的材质是否耐腐蚀,如果材质选择不当,其腐蚀产物也将污染电泳槽液。
- 工艺管理水平不到位。前处理质量没有把好关,致使预涂件上的锈迹,油污,磷化残存物,不洁清洗水等污物被带进电泳槽。
- 电泳槽的循环搅拌系统因设施故障或停电耐停止搅拌,亦会造成电泳漆的沉淀。
- 当环境温度升高(电泳涂装生产时电能转化成热能亦会使槽液温度升高)达到甚至超过某范围,管理人员没有及时采取恒温措施,或者电泳槽液中的有机溶剂因生产消耗或挥发,得不到及时,足量的补充,均会引起电泳漆的凝聚沉淀。
- 电泳漆PH值过高,中和剂得不到及时的补充,或者碱性物质,其它污物的混入均会造成电泳槽液的凝聚沉淀。
- 电泳漆固含量过低使其粘性下降;或者在投槽补漆时,电泳漆没有经过充分的“熟化”就使用,均会使电泳漆沉淀。
由于电泳漆会因多种原因而产生沉淀,更重要的是电泳漆是由树脂加以适当的颜料、填料及助溶剂配制而成。为防止防止沉淀的产生,最基本的是防止颜料沉底结块,首生必做保证电泳槽中工作漆液各处成分均匀。必须从槽体的设计上保证尽量少的产生沉淀配置循环过滤系统。
2.电泳循环过滤系统的设计的基本原则是:
a.保持槽液均匀混合和防止颜料在槽中或被涂物的水平面上沉淀。
b.槽液循环经过滤器,除去槽液中的颗粒状的尘埃和油污。
c.保持槽液的温度均匀,通过使用热交换器
d.及时排除在电泳过程中,被涂物表面上产生的气体。
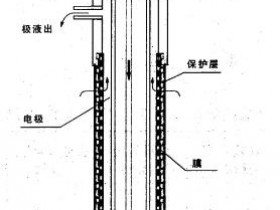
电泳槽中槽液流动方向见图

在槽液循环过程中确保液面流速不小于0.2m/s,靠近槽底部槽液流速最低为0.4m/s,在连续式生产场合,槽液流向与被涂物(如车身)前进方向一致,液流速度一般要为工件移动速度的2-4倍。槽液在循环管路系统内的流速必须都保持在0.4m/s以上,才能防止管路系统的沉淀。
槽液的循环次数根据所选用的阴极电泳涂料品种不两只有差异,如PPG体系要求4~6次/h,而stolllak体系则要求2~5次/h,以此来选用循环泵的流量。一般选择在3-6次之间均可。可通过旁通管路进行调节。
泵:一般使用卧式和立式端吸式离心泵,泵的选用取决于经济条件,设计结构及设计师的经验,分体卧式泵已成功地用于阴极电泳系统,泵的材质用不锈钢。主循环系统泵使涂料连续不断地从槽底壁和附槽出口吸出,通过装有袋式过滤器的管路,将涂料从槽底和侧壁喷射流回主槽。采用带有螺纹压紧、环开螺栓、铰链侧翻盖的不锈钢袋式过滤器,每台过滤器的出入口设耐溶剂膜片式压力表及阀。在循环管路的最低位置下面设有排净阀,管路系统内适当位置最低处加有排净快速接头。单台袋式过滤器前、后设有控制阀,各袋式过滤器出、入口均设有旁通管、阀。每组袋式过滤器设一个旁通管及阀,每台袋式过滤器前、后均设控制阀。电泳循环泵应采用双机械密封装置。运行时采用洁净超滤液作为密封液来密封,超滤液槽即为密封液槽,密封液槽液位自动控制,管路上设单支袋式过滤器。系统采用两台立式多级不锈钢泵,其中一个作为备用,自动联锁起动。密封液泵压力可调,设有自动压力调节阀回路,并设有稳压装置,密封液泵压力0.35~0.7MPa,密封液泵管路设有压力表和阀。要有自动和手动补加洁净超滤液的功能。密封液水槽设有排净阀和溢流管送入污水沟。 设有补加纯水的管及阀。软管及快速接头设计到位。 密封液采用sus304不锈钢管送到使用点,每台供给泵前均装有流量计、耐溶剂耐酸压力表、控制阀、快速接头及耐压软管,构成回路,压力和流量可调。全系统管路均采用不锈钢材质,法兰采用碳钢套管法兰,垫片采用聚四氟乙烯垫片。
管道,阴极电泳槽的管道一般用不锈钢泵,在阴极电泳槽内分布的喷管用PVC管和塑料喷嘴,所以管路布置都要有一定的倾斜度,而且排放口要装低点。
阀:在电泳系统中闸阀,偏心阀,球阀和蝶阀都可用,其结构材质及布置对延长使用寿命很重要,蝶阀用得较多,其阀片及轴只能用不锈钢制造,阀座要用聚四氟已乙烯,阀门要尽可能的靠近“T”型结构安装,以使阀面得到冲刷,不形成“盲肠”死角。
压力表安装的位置对减少其堵塞极为重要,将其安装在管线的上端,不能水平或环形连管。
为确保优良的电泳涂膜的外观质量,在槽液的循环管路中,在电泳后清洗的循环超滤液有循环去离子水的管路中都应装过滤器,对槽液,循环清洗液进行最大限度的过滤。
槽液中尘埃颗粒,凝聚颗粒及其他机械污染物用过滤器来清除,要求通过过滤器的槽液量为槽容量的4~6倍/h,最小不能低于槽容量。
槽液中有油污是除膜产生缩孔的主要原因之一,在国外已开发成功吸油过滤器,把它装在标准袋式过滤器内,除油效果不错,要获得最佳效果,要求降低流速。PPG公司开发了一种轻便的,不用装在管路中的滤油器,每个吸油过滤器的最大流量为37.85L/min。
新的阴极电泳槽设计在溢流槽口安装有一种磁性过滤装置,以吸掉槽液中铁粉,铁屑颗粒。
常用的过滤器有滤袋式和滤芯式,滤袋多为纺织物和无纺织物制成,安装在金属结构的支撑筒中,滤袋的清洗或更换视过滤器进出口压力而定,压差控制在0.05~0.08MPa。滤芯一般是纤维质或塑料烧结而成,一般初期压差不大于0.02MPa,如压差达0.08MPa时就需要更换滤芯。
阴极电泳槽液的过滤精度,在高的场合100%地通过25um的滤袋或50um的胶卷式过滤器,最低为70~80um,过滤器壳体及支承架等应用耐酸钢工合成材料制成,有进槽液先通过粗过滤器,再通过精过滤器(或两层)过滤。
过滤效果的好坏,不仅取决于过滤精度,也决定于循环液的吸口位置,从转移槽中返回电泳槽的槽液应能100%地过滤。
槽液低流速,低压力,漆易沉淀,过滤效率低,高流速,大压力,易使过滤器堵塞,因而经过滤器槽液的流速和压力要有一恰当比例。