- A+
阴极面积:按工件全浸时间为2.5至3分钟,面积计算,阴极面积=工件数/1分钟×2.5分钟×表面积/每工件。
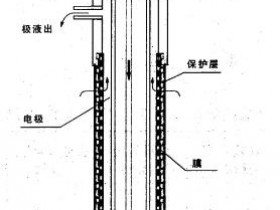
阳极面积:是指不锈钢极管的电极面积,还是指膜面积,有关权威数据并未予以明确。常用的有效长度部位外径为Φ68mm的管式极罩,1m有效长度,其有效电极面积为0.15㎡,有效膜面积为0.21㎡。公式计算内的阳极面积,是指电极面积,还是指膜面积,计算结果将不一样。因为有效电极面积,关系到导电能力,且在不断被腐蚀消耗。而膜面积关系到膜面的离子交换能力,且在不断被堵塞。笔者建议,设计中取二者的平均值作为设计计算值,这样对二者使用寿命的匹配性可能会较好一些。
应用实例:某汽车厂,阴极电泳,生产驾驶室,产量31.7台/小时,工件表面积65㎡/台,试计算所需阳极管根数及选极液循环泵。设计时暂不考虑电泳槽底部是否要安装可潜式阳极管。
计算步骤
1、根据产品高度和极管在电泳槽内安装后相对工件高度的位置情况,考虑极管膜有效长度应比工件在电泳槽内上下各高出150~200mm,确定极管膜有效长度L=2600mm。
2、计算所需阳极面积
阳极面积=(小时生产车身数/60分×2.5分×65㎡/辆)÷4
=(31.7/60×2.5×65)÷4
=21.46㎡
有效长度部位膜管外径为Φ68mm的阳极管,每1m 有效长极管电极面积0.15㎡,膜面积0.21㎡
按膜面积计算极液循环泵
泵流量的计算:每㎡阳极面积需6~10升/分极液循环水,取8升/分。则每㎡阳极面积每小时极液循环量为480升/小时,故所需泵流量Q=21.46×480 =10.29㎡/h,选不锈钢泵CZ32-250A,Q=11m3/ 小时 ,H=20M,N=2.2KW
极管安装完后,因顾客以后要用该线上生产轿 车,为使轿车生产漆膜均匀,故电泳漆供货商建议在电泳槽底部,第二段电压及第三段电压区,各增加4根膜有效长度L=2400mm的封闭可潜式极管,并固定安装在电泳槽底部的水平循环喷管上。该极管安装后示意图如图五·四。
当工件的形状较特殊,如长、宽尺寸大,而高度尺寸相对较小时,如某型号汽车车架,长11.8m,宽1.3m,部份位置最大高0.61m,并且是平躺着通过电泳槽。为使车架宽度方向上,都能较好地泳上电泳底漆,此时在电泳槽顶部液面稍下位置,应该安装辅助阳极。该辅助阳极可用外径Φ30左右,壁厚δ=3~4mm,316L不锈钢管制造。为使结构简单,可作成裸电极,即该极管只增加阳极电极面积,而不参与极液循环,极液循环由电泳槽两侧面的密封式极管承担。